
جلسه دفاع از پیشنهادیه رساله دکتری (آقای محسن وصال)
موضوع: مدل فرآیند نورد سرد ملایم بر مبنای ترکیب روش های تحلیل قاچی و اجزاء محدود به منظور بهبود تختی ورق
ارائه دهنده: محسن وصال
استاد راهنما: دکتر محمد رضا فروزان
استاد مشاور: دکتر محمد مشایخی
اساتید داور: دکتر عباس قائی، دکتر محمود کدخدایی چکیده:
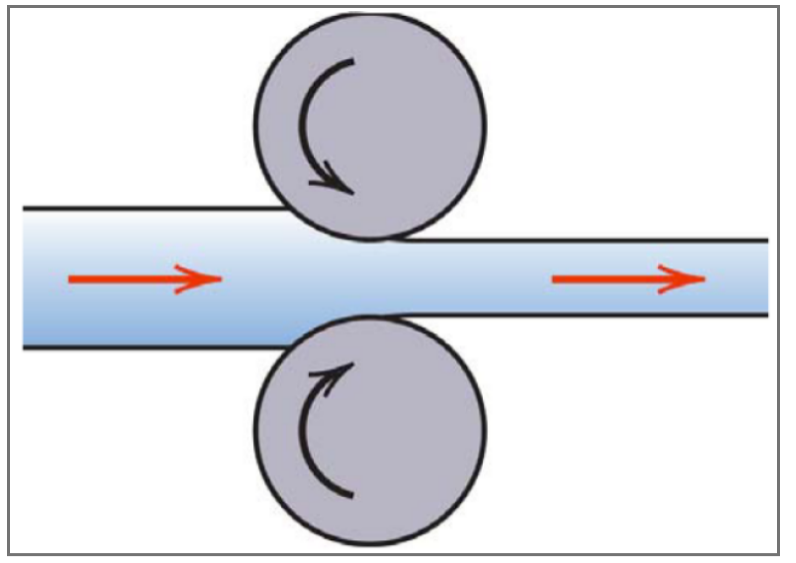
نورد سرد سلسله ای از ارکان تولید ورق های سرد فولادی است. فروکاست قابل توجه در نورد سرد سلسله ای منجر به کارسختی زیاد و در نتیجه کاهش فرمپذیری محصول میشود. به همین دلیل معمولاً بازپخت محصول واحد نورد سرد سلسله ای اجتناب ناپذیر است. ورق فولادی بازپخت شده استعداد تغییرفرم در قالب مکانیزم دوقولویی شدن را دارد. مکانیزم دوقولویی شدن منجر به ظهور حد بالایی و پایینی تنش تسلیم و باندهای لودر در فرایندهای کششی میشود و با اعمال درصد کمی تغییر فرم پلاستیک تحت فشارهیدرواستاتیک نورد میتوان عوارض آن را کاهش داد. نورد ملایم به منظور عبور از ناحیه دوقولویی شدن، تنظیم تختی و تنظیم زبری سطح ورق به کار میرود. در صورتی که نورد ملایم به صورت صحیح انجام نگیرد، می تواند منشاء عیوبی مانند عیب موج کناری و مرکزی شود که ماهیتاً هر دو از نوع کمانش محلی محصول است و تختی ورق را تحت تأثیر قرار میدهد. علت اصلی بروز این عیوب تغییر طول نامساوی تارهای مجاور به هم در ورق، تحت اثر اعمال فروکاست نامتوازن یا نامناسب در عرض غلتکها است. با کنترل تاج غلتک میتوان پیدایش این عیوب را در ورق نورد شده به حداقل رساند. روشهای کنترل تختی ورق شامل روشهای برخط و برون خط میباشد. مهمترین روش برخط "کنترل نیروی خمشی با استفاده از جکهای خمشی"، و مهمترین روش برون خط "تنظیم تاج اولیه غلتکها" میباشد که در این رساله نیز به همین روشها پرداخته خواهد شد. تاکنون مدلهای عددی متعددی مانند مدل تیر تقسیم شده برای کنترل تختی ورق در نورد سرد سلسله¬ای استفاده شده است، اما فاقد دقت کافی برای نورد پوسته ای است. مشخصات نورد پوستهای به گونهای است که کنترل تختی در آن بسیار پیچیده است. اولین نکته ضخامت کم محصول است که ورق را مستعد کمانش محلی میکند. نکته دوم میزان نسبت ناچیز فروکاست در این فرآیند است که باعث کوچک شدن ناحیه تماس و دوکوهانه شدن منحنی فشار میشود. در چنین شرایطی کمتر از 1% اختلاف ضخامت، در حدود 1500 میلیمتر عرض ورق میتواند شاخص تختی ورق را از میزان مجاز خارج کند. باید در نظر داشت که ورودی واحد نورد پوستهای خود ورقی است که قبلاً نورد شده و طبیعتاً دارای عیوب هندسی است. مهمترین شاخص این عیوب شاخص تختی ورق است. این عدد فقط یک نُرم است که میتواند در طول ورق متغیر باشد. دستیابی به تختی مناسب برای ورقهایی که از کیفیت نامناسب ورودی برخوردار هستند، بسیار پیچیده و بعضاً غیر ممکن است. میزان کم نسبت فروکاست در این نوع نورد امکان اعمال تغییرات جدی به هندسه ورق را محدود می¬کند. هدف اصلی این پژوهش ارائه مدلی با دقت بالا و هزینه محاسباتی عملیاتی جهت بکارگیری برخط، به منظور پیشبینی تختی محصول برای ورق ورودی با هندسه ایده آل است. از نظر کاربردی چنین مدلی می¬تواند به منظور تعیین نقاط تنظیم برای نیل به بهترین شاخص تختی برای تولید ورق بکار گرفته شود. ایده کلیدی در تحقق هدف بالا، ترکیب دو مدل شناخته شده در تحلیل فرایند نورد است. اولین مدل بر پایه تحلیل قاچی است و به دستگاه نورد و به طور خاص به ناحیه تغییر فرم در امتداد محور غلتکها نگاه می¬کند. تغییر فرم پلاستیک ورق در این مدل کرنش مستوی فرض می شود. مهمترین تفاوت این مدل با مدلهای متعارف قبلی لزوم در نظر گرفتن الاستیسیته غلتکها است که امکان تعیین توزیع دوکوهانه فشار نورد و ناحیه خنثی بجای نقطه خنثی را فراهم می کند. چنین مدلی بیشتر پلاستیسیته ورق را تحلیل می کند. مدل دوم بر پایه روش اجزاء محدود استوار است و به دستگاه نورد در راستای نورد بدون درنظرگرفتن دوران غلتکها نگاه میکند. این مدل بیشتر برای تعیین جابجایی های خمشی و برشی در راستای غلتکها استفاده می شود. لازم است دو مدل با یکدیگر ترکیب شوند. نیروها از مدل اول به دوم و جابجایی ها از مدل دوم به اول منتقل خواهد شد و در یک حلقه اضافه نیروی مناسب جکهای خمش جهت دستیابی به تختی مناسب محصول محاسبه می¬شود. امید میرود چنین مدلی بتواند در زمان کمتر از 5 ثانیه به پاسخ همگرا برسد و نقاط تنظیم دستگاه را به صورت برخط ارائه دهد.
کلمات کلیدی: نورد ملایم، اجزا محدود، تاج اولیه غلتک، عیوب شکلی، تختی
