
جلسه دفاع پایان نامه کارشناسی ارشد (آقای قاسمی)
موضوع: بررسی بهبود کیفیت سطح قطعات تولیدشده از جنس سوپر آلیاژ اینکونل 718به روش ذوب گزینشی با لیزر توسط روشهای پسپردازش مکانیکی و الکتروپولیش
ارائه دهنده: محمد قاسمی
استادان راهنما: دکتر احسان فروزمهر، دکتر محسن بدرسمای
استادان مشاور: دکتر علی اشرفی
استادان داور: دکتر علی مالکی، دکتر امین الله محمدی
چکیده:
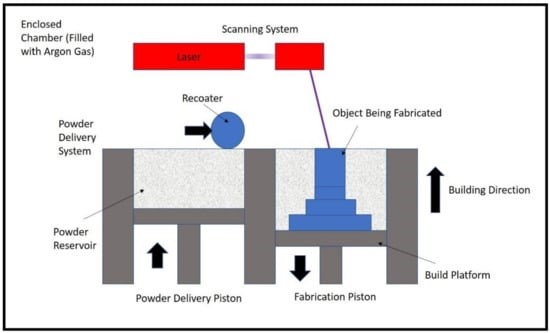
از فنّاوریهای بهروز در حوزة ساخت، میتوان به فرآیند ساخت افزودنی اشاره کرد. این فرآیند با استفاده از نرمافزار فایل طراحیشدة سهبعدی را به سطوح دوبعدی تبدیل میکند و قادر به ساخت قطعه بهصورت لایهلایه میباشد، همچنین این فرآیند قادر به تولید قطعههایی با هندسه پیچیده میباشد. باتوجهبه استاندارد انجمن مواد و آزمون آمریکا این فرآیند به دستههای مختلفی تقسیم میشود که یکی از این دستهها، ذوب گزینشی با لیزر میباشد. این فرآیند قادر به تولید قطعههایی از جنسهای مختلفی مانند سوپرآلیاژ اینکونل ۷۱۸، آلومینیوم و آلیاژهای آن، تیتانیوم و فولاد زنگنزن میباشد. این روش علاوه بر مزایا یکسری معایب نیز دارد، یکی از این معایب کیفیت سطح قطعات میباشد. کیفیت سطح قطعات تولیدشده با این روش دارای کیفیت مناسبی ازلحاظ زبری نمیباشند. کیفیت سطح قطعات را میتوان با کنترل پارامترهای فرآوری تا حدی بهبود بخشید، اما کیفیت سطح قطعات ایدهآل نبوده، برای اینکه بتوان این کیفیت را افزایش داد نیاز به فرآیندهای پسپردازش میباشد. الکتروپولیش یکی از فرآیندهای پسپردازش میباشد که به دلیل سادگی عملیات و همچنین به دلیل مناسببودن برای هندسههای پیچیده، استفاده میشود. سوپرآلیاژ اینکونل ۷۱۸ در اثر فرآیند ذوب گزینشی با لیزر فازها و رسوباتی در ساختار این ماده ایجاد میشود که این فازها و رسوبات در برابر خوردگی مقاوم هستند و باعث محدودیتهایی در فرآیند الکتروپولیش میشوند. در این پژوهش سعی بر آن است که این محدودیتها را به حداقل رسانده و همچنین به بررسی اثر سندبلاست بر الکتروپولیش سوپرآلیاژ اینکونل718 پرداخته میشود. با استفاده از سندبلاست نقاط برجسته موجود در سطح را کاهش داده و زبری سطح را از 9/57 میکرون به 7/2 میکرون رسانده و حدود ۲۴ درصد کاهش داده همچنین نشان داده شد که عملیات سندبلاست قبل از الکتروپولیش قطعات ساختهشده به روش ذوب گزینشی با لیزر، باعث بهبود فرآیند الکتروپولیش میشود. همچنین به بررسی پارامترهای مدنظر که شامل: فاصله بین الکترودها، جریان الکتریکی، زمان الکتروپولیش و زبری سطح اولیه پرداخته و نشان داده شد که فاصله ۲ سانتیمتر بین الکترودها و جریان الکتریکی2/6 آمپر و زمان 7/5 دقیقه زبری میانگین از 9/57 میکرون به 1/88 میکرون و حدود ۷۹ درصد کاهش داده شده است.
