
جلسه دفاع پایان نامه کارشناسی ارشد (آقای محمدارفع الرفیعی)
موضوع: بررسی بهبود کيفيت سطح قطعات توليدشده از جنس Ti-6Al-4Vبه روش ذوب گزینشی با ليزر توسط روشهای پسپردازش مكانيكی و الكتروپوليش
ارائه دهنده: محمد ارفع الرفیعی
استادان راهنما: دکتر محسن بدرسمای – دکتر محسن اصفهانیان
استادان مشاور: دکتر علی اشرفی
استادان داور: دکتر علیرضا فدائی تهرانی – دکتر امین اله محمدی
چکیده:
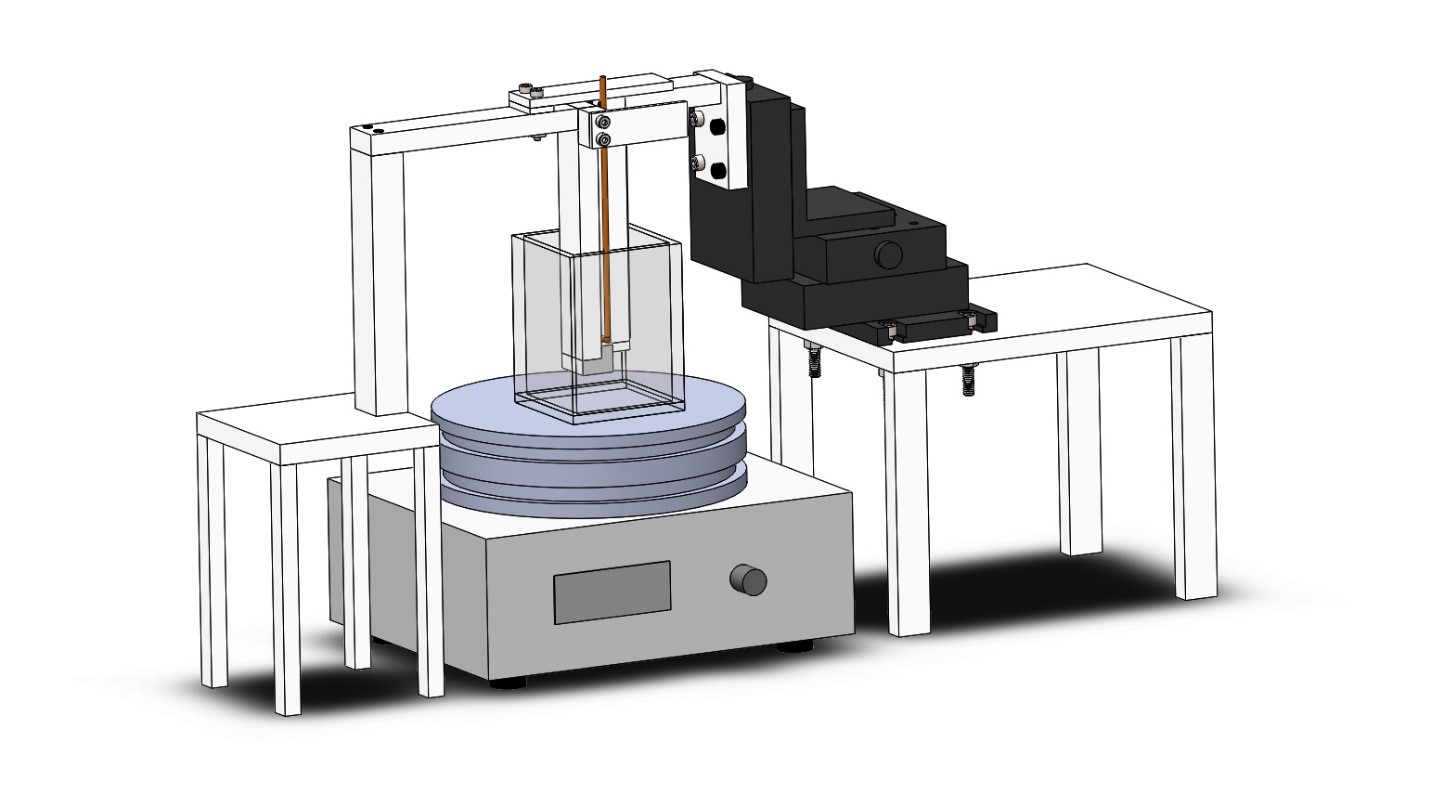
فرآيند الکتروپولیش يکی از فرآيندهای غیر سنتی ماشینکاری است که طی آن باتوجه به اصول هدايت يونها در سلولهای الکترولیز، از سطح قطعه کار برادهبرداری میشود. اين روش بهدلیل مزايايی همچون قابلیت ماشینکاری سطوح با هندسههای پیچیده، ماشینکاری قطعات از جنسهای سخت، عدم ايجاد تنش پسماند و عیوب در ساختار قطعه، کاربرد گستردهای در صنايع مختلف دارد. امروزه در اکثر صنايع، برای فرآيند الکتروپولیش از کاتدهای تخت استفاده میشود چراکه نرخ ماشینکاری سطح را افزايش میدهد. اما لازم است که قطعات (آند و کاتد) طی اين فرآيند در مخازن الکترولیت قرار بگیرند و از اين رو امکان الکتروپولیش قطعات بزرگ نظیر برخی از قطعات صنعت کشتیسازی وجود ندارد. بنابراين امروزه اجرای اين فناوری به صورت نقطهای تحت عنوان الکتروپولیش نقطهای يا الکتروپولیش محلی مدنظر قرار گرفته است. از سوی ديگر مزيتهای روش ذوب انتخابی بستر پودر با لیزر از جمله توانايی در ساخت قطعات با هندسه پیچیده، در کنار خواص مناسب آلیاژ Ti6Al4Vنظیر نسبت استحکام به چگالی و مقاومت به خوردگی مناسب، موجب توسعه بازار قطعات تولید شده با اين روش و آلیاژ شده است. البته قطعات ساختهشده با اين روش، نیازمند بهبود زبری سطح میباشند. لذا اين پژوهش با هدف توسعه فرآيند الکتروپولیش نقطهای برای سطوح قطعاتی از جنس آلیاژ Ti6Al4Vکه با روش ذوب انتخابی بستر پودر با لیزر تولید شدهاند، به بررسی مشخصههای بهینه اجرای اين فرآيند پرداخته است. در اين پژوهش، قبل از فرآيند الکتروپولیش، با هدف کاهش زبری اولیه، از فرآيند سندبلاست استفاده شده است. مشخصههای بررسی شده از فرآيند الکتروپولیش در اين پژوهش، شامل اختلاف پتانسیل اعمال شده بین دو الکترود، فاصله الکترودها، نحوه حرکت الکترولیت، هندسه کاتد، دورهی کاری جريان الکتريکی، زمان فرآيند، همپوشانی نقاط اثر الکتروپولیش، زبری اولیه سطح و تأثیر جريان پالسی است. با استفاده از روش پاسخ سطح در نرمافزار ديزاين اکسپرت، مدل رياضی بین مشخصههای زبری سطح (Ra و Rz) و مشخصههای فرآيند الکتروپولیش ايجاد شده و بر اساس آن مشخصههای دورهی کاری، همپوشانی و زمان فرآيند بهینهسازی شدند. طی فرآيند سندبلاست و الکتروپولیش با مشخصههای بهینه در فاصله يک میلیمتری بین الکترودها، Ra و Rz به ترتیب با 52/4 و 57/7 درصد کاهش، از9/04 و 59/33 میکرون بهترتیب به 4/30 و 25/08 رسید. همچنین برای محدودههای ديگری از زبری اولیه سطح، محدودهی زبری نهايی قابل حصول با فرآيند پرداخت بررسی شده در اين پژوهش، استخراج شده است.
