
جلسه دفاع پایان نامه کارشناسی ارشد (آقای مصطفی چیت ساز)
موضوع: تعيين تاج مناسب غلتکهای کار و پشتيبان برای نورد گرم یک سبد از ورقهای فولادی
ارائه دهنده: مصطفی چیتساز دهاقانی
استادان راهنما: دکتر محمدرضا فروزان
استادان مشاور: دکتر محمدرضا نیرومند
استادان داور: دکتر مهدی جوانبخت، دکتر نیما نوری
چکیده:
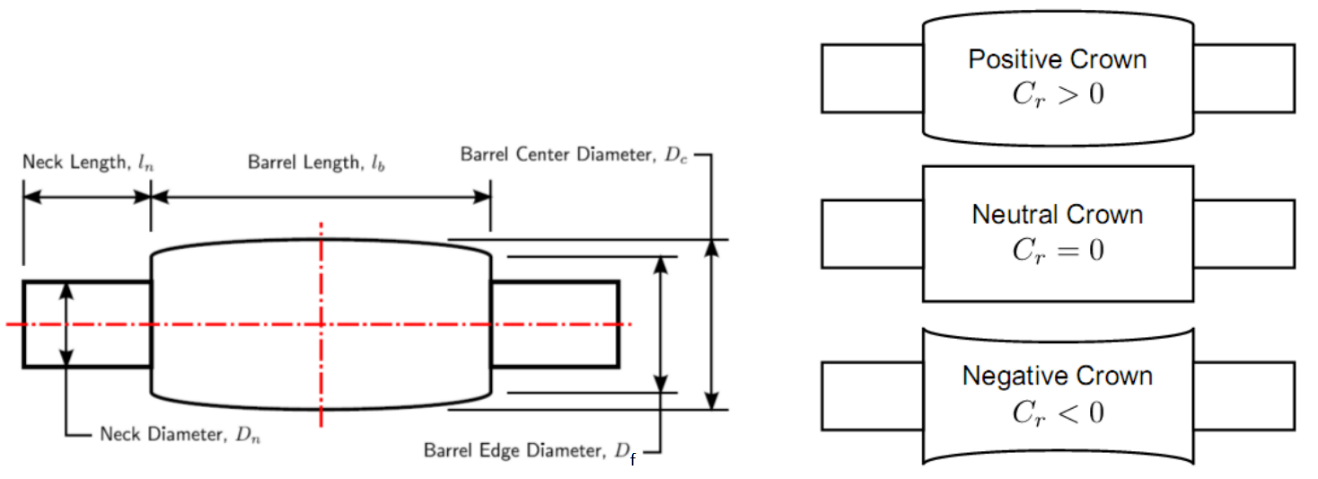
شاخصه ای هندسی و ابعادی همچون خواص مکانیکی از موارد تأثیرگذار در کیفیت نهایی ورق تولید شده در کارگاههای نورد گرم می باشند. به دلیل تغییر شکل غلتکها بر اثر نیروهای بزرگ نورد، پروفیل ورق نوردشده بهصورت کلی به شکل محدب یا مقعر میباشد که به دلیل تغییر شکل غیریکنواخت در عرض ورق رخ می دهد. یکی از معیارهایی که برای سنجش و کنترل میزان تختی پروفیل ورق بهکار میرود تاج ورق است که بهصورت اختلاف ضخامت، مرکز سطح مقطع عرضی ورق از ضخامت لبه ی ورق تعریف میشود. اختلاف ضخامت در عرض ورق باعث کرنشهای طولی متفاوت در عرض ورق میشود که در نتیجه پس از پایان نورد توزیع غیر یکنواختی از تنشهای پسماند در عرض ورق باقی خواهد ماند. هنگامی که تنشهای داخلی از مقدار بحرانی تجاوز کند، عیوبی همچون لبههای موجی و کمانش مرکزی در ورق ایجاد میشود. عدم تختی و موجدار بودن ورق نه تنها باعث کاهش کیفیت محصول نهایی میشود، بلکه باعث آسیب رسیدن به تجهیزات و کاهش تولید نیز میشود.
برای کنترل و تصحیح تاج ورق خروجی از بین غلتکها تا به امروز روشهای مختلفی بهکار برده شده است. استفاده از جکهای خمشی و تاجدارساختن غلتکهای نورد از پرکاربردترین روشهای کنترل تاج ورق هستند. در روش استفاده از جکهای خمشی، بهمنظور کاهش اثر تغییر شکل غلتکها بر اثر نیروهای نورد، با استفاده از جک های هیدرولیکی یک نیروی خمشی به گردن غلتکها وارد میشود که با توجه به جهت اعمال نیرو، باعث خمش غلتکها به سمت بالا یا پایین میشود. در روش دیگر بهمنظور مقابله با تغییر شکل غلتکها، سطح غلتکها بهصورت تاجدار یا بشکهای ساخته میشود تا در نهایت پروفیل ورق نورد شده به تختی مطلوب برسد.
تعیین مناسب پارامترهای نورد از جمله تاج اولیه غلتکها و نیروی جکهای خمشی، نقشی اساسی در تختی ورق نورد شده دارد که برای این منظور در این تحقیق یک کد کامپیوتری بر اساس مدل تیر تقسیم شده برای تعیین نیروی جکهای خمشی و پیشبینی پروفیل نهایی ورق تهیه شد. پارامترهای تأثیرگذار بر تاج نهایی ورق به وسیله کد کامپیوتری برسی شد و نتایج آن با سایر تحقیقات صورتگرفته در این زمینه مقایسه شد و راستیآزمایی آن انطباق خوبی را نشان داد. با ترکیب توزیع نیروی نورد حاصل از کد کامپیوتری ذکر شده با یک مدل محاسبه سایش که بر اساس دادههای تجربی یک خط نورد گرم به دست آمده است، سایش غلتکهای کاری قفسه نورد بهازای عبور هر ورق به دست آمد.
با توجه به اینکه در عمل در خطوط نورد گرم ممکن است در طی یک دوره کاری غلتکها و قبل از تعویض آنها ورقه ایی با ابعاد و جنس های مختلف نورد شود، نیاز است که تاج اولیه غلتک کار بهگونهای تعیین شود که امکان تولید ورق بدون عیب و با میزان تاج در محدوده مجاز وجود داشته باشد. در ادامه کد کامپیوتری به همراه مدل سایش غلتکها بهگونهای توسعهدادهشد که بتوان تأثیر تغییرات تاج اولیه غلتکها را بر نیروی جکهای خمشی در طول یک برنامه نورد مشاهده کرد. با توجه به اینکه افزایش نیروی جکهای خمشی معایبی همچون افزایش مصرف انرژی و آسیب به قفسه نورد و اجزای آن را به همراه دارد؛ به کمک کد کامپیوتری تهیه شده، یک مقدار بهینه برای تاج اولیه غلتکها به دست آمد که مطابق آن بیشینه نیروی جکهای خمشی در یک برنامه نورد کمینه است.
