
جلسه دفاع پایان نامه کارشناسی ارشد (آقای مهدی عباس پور)
موضوع: مطالعه تأثیر الگو و استراتژی اسکن سطح بر خواص مکانیکی و دقت ابعادی قطعات فولاد زنگ نزن 316L ساخته شده بهوسیله ذوب گزینشی با لیزر
ارائهدهنده: مهدی عباس پور
استادان راهنما: دکتر محسن بدرسمای، دکتر علی مالکی
استاد مشاور: دکتر احسان فروزمهر
استادان داور: دکتر محسن صفوی، دکتر مهدی کاروان
چکیده:
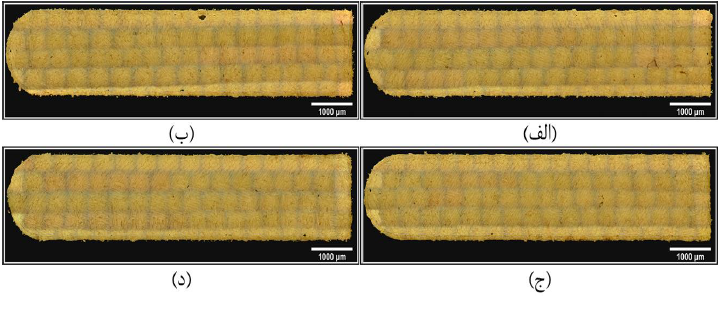
فرآیند ذوب گزینشی با لیزر (SLM) یکی از فرآیندهای ساخت افزودنی است که بیشترین سهم را در تولید قطعات فلزی بهوسیله پرینت سهبعدی دارا میباشد. طی سالهای اخیر مطالعات بسیار گستردهای درمورد تاثیر پارامترهای فرآوری بر کیفیت قطعات تولیدی صورت گرفته است. با اینحال، باتوجه به اهمیت و گستردگی این فناوری در مقایسه با دیگر روشها و همچنین وجود پارامترهای متعدد مؤثر بر کیفیت قطعات تولیدی، نیاز به مطالعات جامعتر برای بهرهبرداری کامل از قابلیتهای آن احساس میشود. مطالعه حاضر با هدف مطالعه تاثیر استراتژی و الگوی اسکن سطوح بر کیفیت قطعات پرینت شده، به بررسی پارامترهای اسکن محیط پیرامون لایهها (کانتور)، تاخیر زمانی انتقال انرژی پرتو لیزر، و میزان همپوشانی نواحی اسکن در الگوی اسکن نواری بر کیفیت سطح و دقت ابعادی قطعات فولاد زنگ نزن 316L پرداخته است. نتایج نشان داد که استفاده از اسکن کانتور به کاهش عیوب سطحی مانند ناهمواریها و بهبود کیفیت سطح منجر میشود. توان لیزر و سرعت اسکن مورد استفاده برای ایجاد کانتور به عنوان دو پارامتر اساسی، به طور مستقیم بر کیفیت نهایی قطعات تأثیر میگذارند. این دو پارامتر در قالب چگالی انرژی خطی کانتور تعریف میشوند که بیانگر میزان انرژی اعمال شده توسط لیزر بر روی طول واحد از سطح پودر است. افزایش چگالی انرژی خطی کانتور به کاهش زبری سطح و بهبود کیفیت سطحی منجر شد. پارامترهای بهینه برای دستیابی به کمترین زبری سطح و بهترین کیفیت، توان 80 وات و سرعت 200 میلیمتر بر ثانیه بود که چگالی انرژی خطی معادل 4/0 ژول بر میلیمتر ایجاد کرد. زمان تاخیر روشن و خاموش شدن لیزر نیز یکی از پارامترهای مهم دیگر در این فرآیند محسوب میشود که نقش مهمی در هماهنگی دقیق بین حرکت گالوانومتر و لیزر و حفظ یکنواختی چگالی انرژی ایفا میکند. این پژوهش نشان داد که زمان تاخیر بهینه برای دستیابی به کیفیت سطحی مطلوب و کاهش عیوب ساختاری، 450 میکروثانیه است. این مقدار تاخیر باعث کاهش ناپیوستگیها و عیوب داخلی قطعات و همچنین بهبود فرآیند انجماد شد. اما انتخاب صحیح الگوی اسکن و تنظیم پارامترهای آن، بر کاهش عیوب سطحی و بهبود کیفیت نیز تاثیر مستقیم دارد. در بخشی از این پژوهش، اثر همپوشانی نوارها در استراتژی اسکن نواری بررسی شد. افزایش همپوشانی بین نوارها تا 30 درصد موجب کاهش تخلخل و افزایش چگالی نسبی قطعات شد. این تغییرات بهبود قابل توجهی در کیفیت قطعات به همراه داشت، زیرا کاهش تخلخل به افزایش استحکام و مقاومت در برابر شکست منجر میشود. این نتایج میتواند راهنمای ارزشمندی برای صنایع مختلف مانند هوافضا، خودروسازی، و پزشکی باشد، به ویژه در کاربردهایی که به کیفیت سطحی و دقت ابعادی بالا نیاز دارند.
کلمات کلیدی: ذوب گزینشی با لیزر، استراتژی اسکن، اسکن کانتور، فولاد 316L ، دقت ابعادی، زبری سطح
